| Issue |
J. Eur. Opt. Society-Rapid Publ.
Volume 21, Number 1, 2025
EOSAM 2024
|
|
|---|---|---|
| Article Number | 22 | |
| Number of page(s) | 9 | |
| DOI | https://doi.org/10.1051/jeos/2025020 | |
| Published online | 21 May 2025 | |
Research Article
Investigations into temperature measurement in a laser-based heating process of optical, machined components
University of Applied Sciences Jena, Carl-Zeiss-Promenade 2, 07745 Jena, Germany
* Corresponding author: Sarah.Koch@eah-jena.de
Received:
31
January
2025
Accepted:
15
April
2025
The manufacturing of optical components is subject to constant efforts to optimize production processes in order to achieve high surface qualities under the most economical conditions possible. This includes the refinement of existing technologies or development of completely new production technologies. One possible approach is the combination of conventional machining processes for optical components like diamond turning, grinding or polishing with laser-based processes to thermally influence the surface for improved machining or surface properties. For this, knowledge of the thermal interactions of the laser on the component surface is needed, which in turn requires its metrological acquisition. In this work, measurements were carried out using various methods for the controlled heating of glass surfaces by an infrared laser (λ=1070 nm). Among other things, a clear correlation between the samples surface roughness and the laser absorption is found.
Key words: Solid state laser / Infrared laser / Fused silica / Temperature measurement / Roughness
© The Author(s), published by EDP Sciences, 2025
 This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
1 Introduction
Hard brittle materials, such as fused silica, optical glasses and crystals, various types of ceramics and glass ceramics, represent a promising field of materials for the future due to their diverse uses in a wide range of high-tech applications. However, machining these materials is still a major challenge due to their brittle machining behavior, as the requirements for the components to be manufactured are constantly increasing in terms of surface quality, cleanliness and dimensional accuracy [1, 2]. At the same time, the component geometries to be produced are increasingly characterized by a high degree of complexity (free-form surfaces, monolithic components) [3, 4]. Usually, the process chain in the production of components in the field of optical technologies consists of many grinding, lapping and polishing steps, with which the surface quality is gradually increased [5, 6].
Grinding in particular is an important process step here, as it is used both for shaping and for creating polishable surfaces due to its high precision [7]. Grains made of high-hardness materials such as diamond or corundum are used, which serve as wedges that exert pressure on the material during a relative movement between the tool and the component and generate microcracks. The cracks created continue to spread and lead to fracture formation, which results in the corresponding material removal [8]. This type of chip removal is referred to as brittle material behavior. In addition, plastic deformation processes, which are referred to as ductile material behavior, can also take place. In addition to the geometry and size of the cutting grains, as well as the interaction of feed rates, infeed and the cutting speeds used, the material removal mechanism essentially depends on the cutting engagement, i.e. the penetration depth of the grain cutting edges involved. If this increases and exceeds the critical chip thickness, the ductile machining process is abandoned and the brittle material behavior becomes predominant [8–10]. However, it is problematic that machining in the brittle fracture regime in particular also induces a large number of microcracks and defects in the area below the component edge zone, which are referred to as subsurface damage (SSD) and can lead to a reduction in the performance and service life of high-performance components [11–13]. Avoiding and reducing this crack depth damage is therefore a central task of modern optics production. These should only be so deep that they can be removed in the subsequent process steps of lapping and polishing.
For this reason, ductile grinding is aimed as a last step in surface generation with bound grain, as the formation of microcracks in the interaction zone can be avoided by ductile material behavior and it is possible to produce damage-free component edge zones with high surface qualities [5, 6, 9, 14]. This is accompanied by efforts to develop new machining processes or to optimize existing processes. One approach is the use of hybrid manufacturing processes, such as ultrasonic-assisted grinding. As a special form of grinding, the rotation of the tool in the z-direction is superimposed with an oscillating, high-frequency movement [8, 15]. The material removal basically corresponds to that of conventional grinding, but the grain cutting edges move in a sinusoidal path due to the oscillation, resulting in a fluctuating chip thickness [8]. This results in an improved tool lifespan and can lead to higher material removal rates for certain materials.
Laser processing of engineering materials is increasingly being used across a wide range of industrial sectors, offering advantages such as high precision, minimal heat-affected zones, and the ability to process complex geometries, making it a key technology in modern manufacturing [16]. Laser-assisted machining processes also offer a further possibility of achieving ductile material removal behavior and thus better machining conditions on hard-brittle materials [17]. The so-called μ-LAM (laser-assisted machining) is a machining process that is used in the field of diamond turning and therefore works with a defined cutting edge. A laser beam is guided through the tool, a monocrystalline diamond, and focused into the interaction zone at the cutting edge. In the cutting zone, the hardness of the material to be machined is reduced by the thermal effect of the laser, whereby a locally limited ductile behavior of the hard-brittle material can be achieved. As a result, lower cutting forces and surface roughness as well as longer tool life can be achieved when machining hard-brittle materials [8, 18]. The advantages mentioned have already been illustrated in a number of publications. For example, Shahinian et al. were able to apply the μ-LAM process using a Nd:YAG laser to optical precision components made of monocrystalline silicon. They found increased ductility, which led to a significant reduction in brittle fracture and increased the service life of the diamond tools used by up to 150% [18]. Mohammadi et al. also found similar results in their investigations in which they presented a new laser-assisted diamond drilling process on single-crystal silicon. The Infrared Continuous Wave (IR-CW) fiber laser used reduced the hardness and brittleness of the material, resulting in ductile behavior, which also led to an increase in tool life. In addition, the quality of the leading edge and the surface finish on the lateral surfaces of the bore were significantly improved [19]. Kong et al. did investigations on silicon carbide ceramics and found a positive effect on axial and feed grinding forces which were 40% lower as in conventional grinding [20]. Even for laser-assisted polishing processes investigated by Kim et al. a positive effect of the CO2 laser on the material removal rate was observed [21]. Chen et al. also used laser-assisted single-point diamond turning (SPDT) to create microgrooves on single-crystal silicon. They also found that laser support (IR fiber laser) improves the plastic deformability of hard-brittle materials and enhances their ductile properties. Furthermore, they confirm that the process is a promising, high-performance technology for processing hard-brittle materials in order to produce high quality surfaces and minimal damage in the component edge zone [22]. In some publications, there are also approaches to combine laser processes with grinding processes, i.e. with undefined cutting edges, and to investigate them on hard-brittle materials. For example, Chang et al. were able to realize a laser-assisted grinding process that makes it possible to produce microstructures in high-strength materials such as silicon nitride and aluminum oxide. The use of a diode laser showed that laser-based grinding has a fundamentally similar grinding performance to a conventional grinding process. However, an improvement in the surface quality and less damage to the substrate was observed [23].
2 Motivation
In order to effectively optimize such laser-assisted processes described above and to develop new hybrid manufacturing processes based on them, a fundamental understanding of the thermal interactions between the laser radiation and the component surface is highly relevant. This approach is considered in the following for IR laser irradiation on fused silica glass samples. The findings are intended to be used to develop a new type of laser-assisted grinding process for optical and ceramic components, which should enable efficient and qualitatively optimized processing.
Based on the μLAM process, a fiber laser was selected for the investigations. The used fiber laser is characterized by a wavelength of 1070 nm which theoretically has a very low absorption on the SiO2 material. For high laser absorption on glass components, the use of a CO2 laser with a longer wavelength of 10.6 μm is generally recommended for applications such as laser polishing or cutting (see Fig. 1). However, in the approach by Yang et al., studies were conducted on mitigating damage growth, where it was demonstrated that heating with mid-infrared (4.6 μm) lasers can be more efficient and better localized compared to far-infrared lasers [24].
If the laser impact on optical materials is too high, it can quickly lead to high thermal stresses and even damage to the component. In addition, the planned application should result in a laser-assisted grinding process as described above, whereby a water-based coolant must be used when grinding with diamond tools.
Although optical glasses exhibit a very low absorption rate in the infrared range at a wavelength of approximately 1 μm, this wavelength was still chosen for investigations into the localized heating of the glass surface. This decision is based on the following hypothesis: By increasing the surface micro-roughness Sq, the absorption rate increases. The absorption reaches its maximum value at the applied laser wavelength when Sq values approach approximately 1 μm. One reason for this is the increased occurrence of Fresnel absorption. If the micro-roughness is further increased, the absorption rate reaches saturation and subsequently decreases.
The hypothesis assumes that increased roughness alters the optical properties of the surface, enabling stronger interaction between the incident laser light and the glass surface. This could be attributed to scattering effects and changes in the angles of incidence, leading to enhanced absorption. In general, scatter from optical components can propagate in any direction over the entire observation sphere centered about the sample. The distribution of light within the scatter pattern is a function of incident angle and wavelength as well as sample parameters such as orientation, transmittance, reflectance, absorptance, surface finish, index of refraction, bulk homogeneity, contamination, etc. [25]. The selection of the specific wavelength of 1 μm provides a precise framework for investigating the relationship between roughness and absorption behavior under practical conditions.
Another key advantage of using a fiber laser with a wavelength of 1070 nm in the planned laser-assisted grinding of glass is its low absorption by water, a primary component of the coolant lubricant necessary in mechanical abrasion processes on glass. In contrast, CO2 laser radiation at 10.6 μm is highly absorbed by water (Fig. 2). The low absorption characteristic of the fiber laser enables more efficient energy transfer directly to the glass surface, with minimal energy loss within the coolant lubricant.
The high transmission of water to the fiber laser’s wavelength ensures that the coolant lubricant fully retains its cooling and lubricating functions. This prevents issues such as local overheating or vaporization within the liquid medium, which are common with CO2 lasers.
Therefore, measurements were conducted with a solid-state laser (“CW-M R4 RS” from company SPI; laser output power 50–500 W) to evaluate the impact of coolant lubricants on the laser transmission reaching the glass sample. Water served as a reference, alongside the lubricants Kluthe Hakuform (1.5% concentration), Blaser Synergy 915 (6% concentration), and Cimtech D18FF (3% concentration), with all tests performed under identical conditions and each lubricant with a scope of three measurements. The concentration values were chosen based on the manufacturer’s recommendations.
In the experiments, the transmitted laser power was examined for liquid columns with a height of 0–16 mm. For column heights between 0 and 4 mm, all tested lubricants showed high transmission efficiencies of 90% to 97% (Fig. 3). For grinding processes, the column height would not exceed 1–2 mm. This indicates that within this height range, the coolant lubricants have minimal impact on laser transmission, ensuring efficient energy delivery to the glass sample.
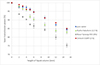 |
Figure 3 Transmission measurements for different cooling lubricants (Kluthe Hakuform, Blaser Synergy 915, Cimtech D18FF). |
Given the promising results of the laser transmission for the cooling lubricants due to their low absorption by water, the fiber laser was selected for further investigations. This advantage is particularly valuable when considering future grinding applications, where effective cooling and energy efficiency are critical.
3 Experimental set up
Investigations were carried out into the interaction of laser radiation from a solid-state laser (“CW-M R4 RS” from company SPI Lasers UK Ltd (now: TRUMPF SE + Co. KG); laser output power 50-500 W; continuous wave mode) with the surface of planar samples, with focus on fused silica (SiO2) (Ø 49 mm; thickness 6 mm). The samples were measured each on three positions with a white light interferometer (TopMap Micro.View, company PolyTec) to define the surface conditions. A collimated beam diameter of 8.7 mm was applied.
The absorbance related heat induction into the glass specimen was monitored at the surface and compared between a contact thermometer “DTM3000” and a non-contact thermographic device “Optris PI 450i” (spectral range 8–14 μm). The samples were placed with their surface horizontally orientated in a holder, enabling also a measurement of the transmitted laser power below the sample (laser power meter “1000W-Bb-34”, company Ophir). All measurement positions and angles were fixed during the investigations and each had a number of measurements of three. The maximum values for temperature and power were measured while the laser process was still active. The motivation behind using three measuring devices in one process is the comparison between quantitative values of different measurement devices/principles for assessment of the thermal absorption behavior. Figure 4 shows the described set up all positioned within the grinding machine (“SM 80 Digital”, company OptoTech) that will be used as an experimental machine for laser-assisted grinding later.
 |
Figure 4 Experimental configuration including a thermography camera, contact thermometer and laser power meter. |
A main focus was set on the influence of surface quality on laser absorption and therefore surface heating. For this, the samples were processed differently prior to the investigations by either polishing, lapping with silicon carbide loose grain or grinding with different parameters and diamond grain sizes to achieve defined, clearly distinguishable surface roughness values between 1 nm and 2.18 μm Rq (Tab. 1).
Roughness values of defined, differently prepared fused silica sample surfaces.
A constant laser power of 500 W and an effective duration of 30 s was applied to the prepared samples and temperature variance and transmitted radiant power were then recorded.
4 Laser induced heating of fused silica
First, the measurement results from the contact thermometer are observed and visualized in dependency of the samples surface roughness (Fig. 5). The temperature increase due to laser radiation is considered. As the theoretically low absorption of the laser wavelength 1070 nm suggests, the polished sample with very low surface roughness experienced only a modest temperature increase of approximately ΔT = 30 K. In contrast, samples with higher surface roughness exhibited a significantly greater temperature increase, exceeding ΔT = 100 K.
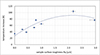 |
Figure 5 Temperature increase in roughness dependent sample heating by solid state laser (500 W for 30 s), measured by contact thermometer. |
A significant correlation between roughness and laser induced heating of the fused silica samples is observed. A temperature increase is apparent until a certain roughness is achieved, afterwards a saturation or slight decrease happens.
The experimentally determined temperature values and their functional behavior indicate that the hypothesis proposed in Chapter 2 could be fundamentally confirmed. The enhanced heating of rough glass surfaces by an infrared (IR) laser can be explained by the increased occurrence of multiple reflections within the microstructure of the surface. When the glass surface exhibits pronounced peaks and valleys due to higher roughness, the incident laser light is scattered and reflected multiple times within these structures.
This process effectively increases the optical path length of the laser light within the roughened region, allowing for more opportunities for energy absorption at each interaction with the surface. Since the absorption of laser energy depends on the number of photon-surface interactions, the multiple reflections lead to a substantial amplification of the overall absorbed energy, even if the intrinsic absorption coefficient of the glass material remains low.
Moreover, the altered surface topography enhances the probability of Fresnel absorption, which occurs at each reflection due to the change in refractive index between air and glass. This effect is particularly pronounced for light at oblique angles of incidence, which are more likely to occur within the irregular structure of a rough surface. Combined, these factors lead to the observed increase in localized heating of the glass surface under IR laser irradiation.
This enhanced heating of rough glass surfaces by IR laser can be attributed to multiple reflections occurring within the peaks and valleys of the rougher surface, which substantially amplify the effective absorption of the laser energy (Fig. 6). In addition to the assumed processes of multiple reflections that lead to absorption, it should not go unmentioned that laser losses due to reflections and in particular scattering processes on the component surface are also to be expected. These can also represent a significant error influence for the absolute measured temperature values. This topic is an important aspect for future considerations.
 |
Figure 6 Interaction of laser light with polished surface (left) and ground surface (right), with I0 = Input intensity, IT = transmitted intensity and IA = absorbed intensity. |
The power measurement of the laser radiation transmitted through the fused silica samples is evaluated in the analogy to the thermometer measurement. The lower the transmitted laser power, the higher the laser absorption within the glass sample. Therefore, the resulting graph in Figure 7 is inversed compared to the contact temperature measurement.
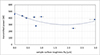 |
Figure 7 Transmitted laser power in dependency of roughness for sample heating by solid state laser (500 W for 30 s). |
The results of transmitted laser power generally support the observation of a roughness dependency. Again, a correlation between roughness and laser transmission of the fused silica samples is visible. The transmission decreases until a certain roughness is achieved, afterwards a saturation or slight increase can be seen.
5 Challenges in thermography measurements
Comparative measurements with the thermography camera showed significantly different temperature values with respect to the contact thermometer. Figure 8 illustrates the maximum temperature values from both devices for the same laser processed samples. In most cases the values gained by thermography are much too low compared to the contact thermometer. The biggest deviation of measured temperatures between contact thermometer and thermography in the experiments is found with a value of 70 K (sample roughness 2.2 μm).
 |
Figure 8 Comparison of temperature values obtained with thermography camera and contact thermometer for the same laser heating process. |
Thermography clearly can be useful for qualitative evaluations of an areal temperature distribution, compared to the solely point application of a contact thermometer. However, the emission coefficient ε is relevant for radiation-based temperature acquisition which can cause issues regarding quantitative evaluations. The value of ε must be entered into the calculation software for the evaluation of a thermographic measurement to achieve correct absolute values. This is dependent on material properties, observation angle, temperature range itself and surface properties. For the laser investigations shown, the value was set constant to ε = 0.85.
For better understanding of the effect of this coefficient, measurement or calibration of the emission coefficient were carried out using a calibration radiator for a defined heating of a fused silica sample. In this calibration procedure, target temperature and measured temperature with the thermography camera are compared and the value of ε is manually adjusted until both temperatures are equal. To take the surface roughness into consideration, two different surface qualities of fused silica workpieces were investigated: Rq = 1 nm (polished) and Rq = 1 μm (ground). The measurement set up can be seen in Figure 9.
 |
Figure 9 Measurement set up for calibration of the emission coefficient ε. |
The evaluation of the emission coefficient shows strong differences for this value depending on the surface quality of the heated sample and the actual, specifically set temperature of it. The coefficient ε differs significantly between the polished and the ground surface quality. For higher temperatures, the values vary more between the two surface qualities (Fig. 10).
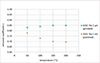 |
Figure 10 Calibrated values of the emission coefficient ε for different temperatures and two surface qualities. |
Therefore, deviations from the correct emission coefficient can cause significant discrepancies between the temperature measured by thermography and the real temperature of the fused silica sample. Figure 11 shows the deviation of the measured temperature value for different settings of ε, all for a set calibration radiator temperature of 150 °C. For example, for the polished surface, a deviation from the correct ε of 0.7 to the value of 1.0 causes a deviation of the measured temperature of about 30 K from the target value.
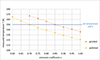 |
Figure 11 Deviation of measured temperature values for different emission coefficient settings. |
Because of this, the contactless thermography method is rather difficult to apply for absolute measurement of temperatures, unless it is calibrated for the exact measurement approach, temperature range and sample surface properties.
6 Additional investigations with regard to the application in a laser-assisted grinding process
To exclude possible heating effects caused by the laser due to surface contaminants, the experiments were additionally performed on a sample that had been etched for 72 h at 60 °C with a 30% KOH solution and also a before polished sample, where the surface was ablated and structured using an ultra-short pulse (USP)-laser. This ensures that no grinding, lapping, polishing particles or other contaminants are present on the surface. The lenses were irradiated again with max. laser output power, and the temperature reached was measured using a contact thermometer. As shown in Figure 12, it can be observed that significant temperature can also be introduced into the glass in this case. This confirms, that indeed the surface roughness can cause laser absorption and not only surface contaminations.
 |
Figure 12 Laser induced heating of etched sample and sample with USP-laser structured surface. |
The ability to achieve laser-induced heating with the IR-Laser can also be extended to glass or glass ceramic samples made of different materials (Fig. 13). The materials used in this experiment were SF6, ULE and Zerodur, which exhibited comparable ground surface roughness values ranging from 1 to 1.6 μm and were subjected to 30 s of laser irradiation for all measurements. The laser power, wavelength, and beam parameters were kept constant for all samples. Differences in the maximum temperature are due to the material-dependent absorption and thermal conductivity of the glass.
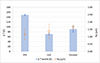 |
Figure 13 Laser induced heating (500 W for 30 s) of glass materials SF6, ULE and Zerodur. |
As part of a follow-up investigation, stress measurements were conducted on SF6, ULE and Zerodur as well. As shown in Figure 14, the results confirmed that no significant residual stress was induced in the glass, even after laser heating at 500 W for 4 min followed by rapid cooling with a coolant lubricant. This outcome is particularly noteworthy for temperature-sensitive materials such as SF6, which showed low signs of thermal stress (not more than 13 nm/cm) despite their susceptibility to temperature-induced effects. These findings indicate that laser-assisted heating does not introduce detrimental effects, such as stress in the glass material, and can be effectively utilized in grinding processes.
 |
Figure 14 Stress measurement after laser heating of Zerodur, ULE, SF6, visualization of the optical path difference in nm/cm. |
7 Conclusion
This study demonstrated a clear correlation between the laser absorption and the surface roughness of fused silica glass. The observed behavior can be explained by multiple reflections of the laser beam within the peaks and valleys of rougher surfaces, which significantly increase overall absorption compared to polished, smooth surfaces. As a result, higher surface roughness leads to reduced laser transmission and a measurable temperature increase of up to 80–100 K after 30 s of laser application. However, when the roughness values are higher than about 2 μm Rq a saturation or decrease in absorption becomes apparent.
Among the temperature measurement techniques used in this study, the focus was placed on the results with the contact thermometer. Since scattering and reflection phenomena were not investigated so far, there is an error potential regarding the absolute measured temperature values obtained by the thermometer module. On the other hand, the thermography camera presented challenges in determining absolute temperatures due to its sensitivity to the material’s emissivity. Nevertheless, thermography remained valuable for the qualitative assessment of the areal temperature distribution. Further investigations are planned to further reduce deviations between measured temperature values and actual temperature values.
Furthermore, the IR laser wavelength employed in this study was found to exhibit minimal absorption in water or coolant liquids. This characteristic is particularly relevant for machining processes and offers promising potential for the development of novel hybrid manufacturing methods that combine laser heating with cooling lubricants.
Additionally, it was observed that other optical glasses or glass ceramics exhibit behavior comparable to fused silica in terms of roughness-dependent absorption of IR laser radiation. However, the absolute temperature values achieved during laser exposure varied depending on the material’s properties, such as absorption and thermal conductivity.
These findings provide a strong foundation for future research into laser-assisted grinding processes. Further investigations should explore the influence of laser parameters on a wider range of glass materials to optimize laser-assisted machining techniques. Measurements of reflected and scattered laser radiation components are also planned. In a next development step, several grinding regimes with simultaneous application of laser radiation will be investigated during a planned research project.
Acknowledgments
The authors wish to thank Michael Heinicke (Carl Zeiss Jena GmbH), Lars Schönemann (OptoTech Optikmaschinen GmbH) and Oliver Fähnle (Pandao GmbH) for their support and expertise during the experiments.
Funding
The authors gratefully acknowledge financial support by the DFG in the project “TOOLS”. Funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) Project-lD 528591139 – FIP 31.
Conflicts of interest
The authors declare that they have no competing interests to report.
Data availability statement
The raw data supporting the conclusions of this article can be made available by the authors, without undue reservation.
Author contribution statement
Conceptualization: Jens Bliedtner
Data curation: Sebastian Henkel
Formal analysis: Daniel P. Knoche, Sarah Koch, Sebastian Henkel
Funding acquisition: Jens Bliedtner
Investigation: Daniel P. Knoche, Sarah Koch, Christian Schulze, Michael Güpner, Sebastian Henkel
Methodology: Jens Bliedtner, Michael Güpner, Christian Schulze, Sebastian Henkel, Thekla Boeckh
Project administration: Jens Bliedtner
Resources:
Software:
Supervision: Jens Bliedtner
Validation: Daniel P. Knoche, Sarah Koch
Visualization: Sebastian Henkel, Daniel P. Knoche, Sarah Koch
Writing – original draft: Sarah Koch, Sebastian Henkel, Jens Bliedtner
Writing – review & editing: Sarah Koch, Sebastian Henkel, Jens Bliedtner
References
- Ghosh G, Sidpara A, Bandyopadhyay PP, Review of several precision finishing processes for optics manufacturing, J. Micromanufact. 1(2), 170–188 (2018). https://doi.org/10.1177/2516598418777315. [Google Scholar]
- Guo L, Zhang X, Chen S, et al. An experimental study on the precision abrasive machining process of hard and brittle materials with ultraviolet-resin bond diamond abrasive tools. Materials (Basel, Switzerland) 12, 1 (2019). https://doi.org/10.3390/ma12010125. [Google Scholar]
- Löffler-Mang M, Naumann H, Schröder G (Hrsg.), Handbuch Bauelemente der Optik – Grundlagen, Werkstoffe, Geräte, Messtechnik, Hanser (München, 2020). [CrossRef] [Google Scholar]
- Kumar S, Tong Z, Jiang X, Advances in the design and manufacturing of novel freeform optics, Int. J. Extreme Manufact. 4, 32004 (2022). https://doi.org/10.1088/2631-7990/ac7617. [Google Scholar]
- Brinksmeier E, Mutlugünes Y, Klocke F, et al., Ultra-precision grinding, CIRP Ann. 59(2), 652–671 (2010). https://doi.org/10.1016/j.cirp.2010.05.001. [Google Scholar]
- Zhang Z, Yan J, Kuriyagawa T, Manufacturing technologies toward extreme precision, Int. J. Extreme Manufact. 1(2), 22001 (2019). https://doi.org/10.1088/2631-7990/ab1ff1. [Google Scholar]
- Schindler K, Kirsten N, Farker M, et al., Werkstoffe, Verfahren und Prüftechnik für Feinoptiker (OptoNet e.V, Jena, 2009). [Google Scholar]
- Bliedtner J, Optiktechnologie – Grundlagen – Verfahren – Anwendungen – Beispiele (Carl Hanser Verlag München, 2022). ISBN 978-3-446-46055-3. [CrossRef] [Google Scholar]
- Klocke F, Fertigungsverfahren 2 (Springer Berlin, Heidelberg, Berlin, 2017). ISBN 978-3-662-53309-3. [CrossRef] [Google Scholar]
- Bifano TG, Bierden PA, Fixed-abrasive grinding of brittle hard-disk substrates, Int. J. Mach. Tools Manuf. 37(7), 935–946 (1997). https://doi.org/10.1016/S0890-6955(96)00089-2. [CrossRef] [Google Scholar]
- Li Y, Zheng N, Li H, et al., Morphology and distribution of subsurface damage in optical fused silica parts: Bound-abrasive grinding, Appl. Surface Sci. 257(6), 2066–2073 (2011). https://doi.org/10.1016/j.apsusc.2010.09.051. [Google Scholar]
- Yin J, Bai Q, Zhang B, Methods for detection of subsurface damage: a review, Chinese Journal of Mechanical Engineering 31(1), 1–14 (2018). https://doi.org/10.1186/s10033-018-0229-2. [CrossRef] [Google Scholar]
- Frank S, Seiler M, Bliedtner J, Three-dimensional evaluation of subsurface damage in optical glasses with ground and polished surfaces using FF-OCT, Appl. Opt. 60(8), 2118 (2021). https://doi.org/10.1364/AO.413090. [CrossRef] [PubMed] [Google Scholar]
- Wang J, Li Y, Han J, et al., Evaluating subsurface damage in optical glasses. J. Eur. Opt. Society-Rapid Publ. (2011). https://doi.org/10.2971/jeos.2011.11001. [Google Scholar]
- Bleicher F, Brier J, Schwingungsunterstützte Schleifbearbeitung, in: Schweizer Schleif-Symposium (ETH Zürich, 2016). [Google Scholar]
- Ion J, Laser processing of engineering materials, (Elsevier/Butterworth-Heinemann, 2005). ISBN 978-0-7506-6079-2. [Google Scholar]
- Shahinian H, Zaytsev D, Navare J, et al., Micro Laser Assisted Machining (μ-LAM) of precision optics, in: Design and Fabrication Congress 2019, (Freeform, OFT, 2019). [Google Scholar]
- Shahinian H, Navare J, Zaytsev D, Microlaser assisted diamond turning of precision silicon optics, Opt. Eng. 58(9), 1 (2019). https://doi.org/10.1117/1.OE.58.9.092607. [NASA ADS] [CrossRef] [Google Scholar]
- Mohammadi H, Patten JA, Laser augmented diamond drilling: a new technique to drill hard and brittle materials, Proc. Manuf. 5, 1337–1347 (2016). https://doi.org/10.1016/j.promfg.2016.08.104. [Google Scholar]
- Kong X, et al., Cutting performance and tool wear in laser-assisted grinding of SiCf/SiC ceramic matrix composites, Mater. Res. Express 9, 125601 (2022). https://doi.org/10.1088/2053-1591/aca6c5. [Google Scholar]
- Kim M, Bang S, Kim DH, et al., Hybrid CO2 laser-polishing process for improving material removal of silicon carbide, Int. J. Adv. Manuf. Technol. 106, 3139–3151 (2020). https://doi.org/10.1007/s00170-019-04846-0. [Google Scholar]
- Chen X, Liu C, Ke J, et al., Subsurface damage and phase transformation in laser-assisted nanometric cutting of single crystal silicon. Mater. Des. 190, 108524 (2020). https://doi.org/10.1016/j.matdes.2020.108524. [Google Scholar]
- Chang WL, Luo XC, Zhao QL, et al., Laser assisted micro grinding of high strength materials. Key Eng. Mater. 496, 44–49 (2011). https://doi.org/10.4028/www.scientific.net/KEM.496.44. [Google Scholar]
- Yang S, Matthews M, Elhadj S, Cooke D, Comparing the use of mid-infrared versus far-infrared lasers for mitigating damage growth on fused silica, Appl. Opt. V 49, 2606–2616 (2010). https://doi.org/10.1364/AO.49.002606. [Google Scholar]
- Stover JC, Optical scattering: measurement and analysis, in: International Symposium on Optical Applied Science and Engineering (1991). ISBN 0-8194-0658-9. [Google Scholar]
- Ozaki Y, Morisawa Y, Ikehata A, Higashi N, Far-ultraviolet spectroscopy in the solid and liquid states: a review, Appl. Spectrosc. 66 (1), 1–25 (2012). https://doi.org/10.1366/11-06496. [Google Scholar]
All Tables
All Figures
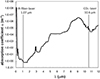 |
Figure 1 Absorption spectrum of fused silica at room temperature, based on Yang, S. et al. [24]. |
| In the text | |
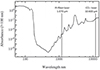 |
Figure 2 Absorption spectrum of water from UV to IR region, based on Ozaki, Y. et al. [26]. |
| In the text | |
|
Figure 3 Transmission measurements for different cooling lubricants (Kluthe Hakuform, Blaser Synergy 915, Cimtech D18FF). |
| In the text | |
|
Figure 4 Experimental configuration including a thermography camera, contact thermometer and laser power meter. |
| In the text | |
|
Figure 5 Temperature increase in roughness dependent sample heating by solid state laser (500 W for 30 s), measured by contact thermometer. |
| In the text | |
|
Figure 6 Interaction of laser light with polished surface (left) and ground surface (right), with I0 = Input intensity, IT = transmitted intensity and IA = absorbed intensity. |
| In the text | |
|
Figure 7 Transmitted laser power in dependency of roughness for sample heating by solid state laser (500 W for 30 s). |
| In the text | |
|
Figure 8 Comparison of temperature values obtained with thermography camera and contact thermometer for the same laser heating process. |
| In the text | |
|
Figure 9 Measurement set up for calibration of the emission coefficient ε. |
| In the text | |
|
Figure 10 Calibrated values of the emission coefficient ε for different temperatures and two surface qualities. |
| In the text | |
|
Figure 11 Deviation of measured temperature values for different emission coefficient settings. |
| In the text | |
|
Figure 12 Laser induced heating of etched sample and sample with USP-laser structured surface. |
| In the text | |
|
Figure 13 Laser induced heating (500 W for 30 s) of glass materials SF6, ULE and Zerodur. |
| In the text | |
|
Figure 14 Stress measurement after laser heating of Zerodur, ULE, SF6, visualization of the optical path difference in nm/cm. |
| In the text | |
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.